Induction preheating welding transaxle yezimoto
Incazelo
Induction preheating welding transaxle yezimoto
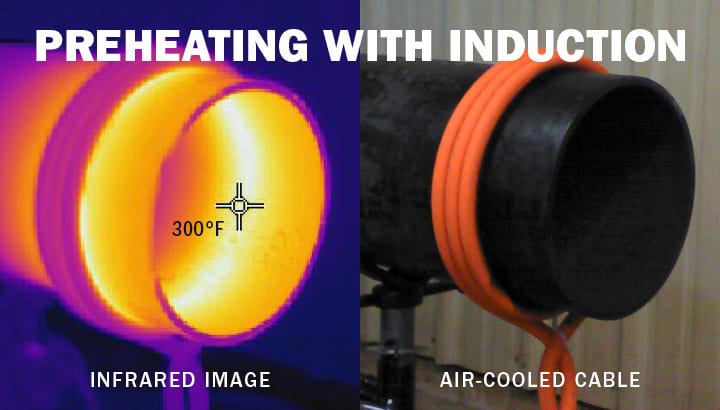
Injongo: Ukushisa i-axle yensimbi engaphandle engu-3.6 ”(91 mm) ngaphandle kwemigqa emithathu ye-weld kuye ku-662 ºF (350 ºC) ngentambo ngayinye ye-weld ishiswa ngamazinga okushisa ngaphakathi kwemizuzwana emihlanu
![]() Material: Ikhasimende linikezele nge-asi ye-OD yensimbi engu-3.6 ”(91 mm)
Material: Ikhasimende linikezele nge-asi ye-OD yensimbi engu-3.6 ”(91 mm)
Ukushisa: I-662 ºF (350 ºC)
Ukuvama: 121 kHz
Izinsiza kusebenza: I-DW-HF-45kW 50-150 kHz ukufakwa kokushisa uhlelo ifakwe isiteshi sokushisa esikude esiqukethe ama-capacitor ayisishiyagalombili we-1.0 μF ochungechungeni olufanayo
- A isikhundla single bore yangaphakathi ukufakwa kwe-coil yokushisa eklanyelwe futhi ithuthukiswe ngqo kulolu hlelo lokusebenza.
 Inqubo Yokushisa Ukushisa: I-axel yensimbi yayipendwe ngamazinga okushisa akhombisa upende bese kufakwa ne-thermocouple kule ngxenye. Ikhoyili yokufudumeza yokufakwa yafakwa ngaphakathi kwe-axel yensimbi futhi kwavulwa ugesi. Le ndlela inike amandla ukuthi ulayini we-weld ushiswe ube ngu-662 ºF (350 ºC) ngemizuzwana emihlanu njengokufiswa yikhasimende. Amandla kagesi akwazi ukuhlelelwa ukucisha ngemuva kwesikhathi sokushisa osifunayo - imizuzwana emihlanu kuleli cala. Ngemuva kwalokho, ikhoyili lingahanjiswa kulayini wesibili we-weld, nolayini wesithathu we-weld.
Inqubo Yokushisa Ukushisa: I-axel yensimbi yayipendwe ngamazinga okushisa akhombisa upende bese kufakwa ne-thermocouple kule ngxenye. Ikhoyili yokufudumeza yokufakwa yafakwa ngaphakathi kwe-axel yensimbi futhi kwavulwa ugesi. Le ndlela inike amandla ukuthi ulayini we-weld ushiswe ube ngu-662 ºF (350 ºC) ngemizuzwana emihlanu njengokufiswa yikhasimende. Amandla kagesi akwazi ukuhlelelwa ukucisha ngemuva kwesikhathi sokushisa osifunayo - imizuzwana emihlanu kuleli cala. Ngemuva kwalokho, ikhoyili lingahanjiswa kulayini wesibili we-weld, nolayini wesithathu we-weld.
Inqubo Yemiphumela / Yezinzuzo: Njengoba ikhoyili ingaphakathi kwe-asi, ayingeni, futhi ingahanjiswa kalula kulayini we-weld olandelayo
- Ijubane: Ukungeniswa kanye nenqubo ehlongozwayo inika amandla ukuthi imigqa ye-weld ifudunyezwe ekushiseni ngaphakathi kwalapho kuhlosiwe
isikhathi
- Ukuhlolwa kwamalebhu kwamahhala: Le iphrojekthi entsha yeklayenti, futhi ukuhlolwa kwe-HLQ Lab Service Request kunike amandla iklayenti
hlola ukusetshenziswa kwabo futhi indlela entsha yasungulwa




